


- Technical Specification
- Tool Selection Chart
- Tool Parameters
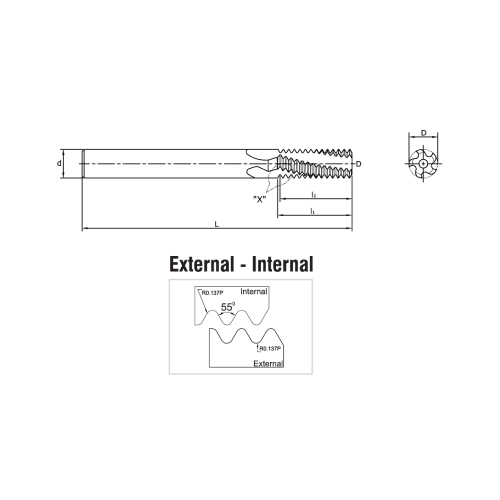
- Product Drawing (PDF)
BSP
|
ITEM CODE
|
Thread
|
Pitch
|
Dimensions (mm)
|
No. of Flutes
|
Drill Dia
|
||||||
|
Internal / External
|
mm
|
d
|
D
|
I2
|
l1
|
L
|
Z
|
mm
|
|||
|
TMI/E. 28.3HI. 06058 – BSP
|
1/16″x28, 1/8″x28
|
28
|
6
|
5.8
|
16.3
|
16.8
|
57
|
3
|
6.7
|
||
|
TMI/E. 28.3HI. 08077 – BSP
|
1/8″x28
|
28
|
8
|
7.7
|
20
|
20.5
|
63
|
3
|
8.7
|
||
|
TMI/E. 19.4HI. 100099 – BSP
|
1/4″x19, 3/8″x19,
|
19
|
10
|
9.9
|
26.7
|
27.2
|
73
|
4
|
11.8
|
||
|
TMI/E. 19.4HI. 160134 – BSP
|
3/8″x19,
|
19
|
16
|
13.4
|
33.4
|
33.9
|
92
|
4
|
15.2
|
||
|
TMI/E. 14.5HI. 160157 – BSP
|
1/2″, 3/4″x14
|
14
|
16
|
15.7
|
43.5
|
44.0
|
92
|
5
|
19
|
||
|
TMI/E. 11.5HI. 200199 – BSP
|
1″, 1 1/2″, 2, 2 1/2″x11
|
11
|
20
|
19.9
|
41.6
|
42.1
|
104
|
5
|
30.7
|
||
- B+ve and i-Series available on request
- UN, BSP, Whitworth Standards available on request
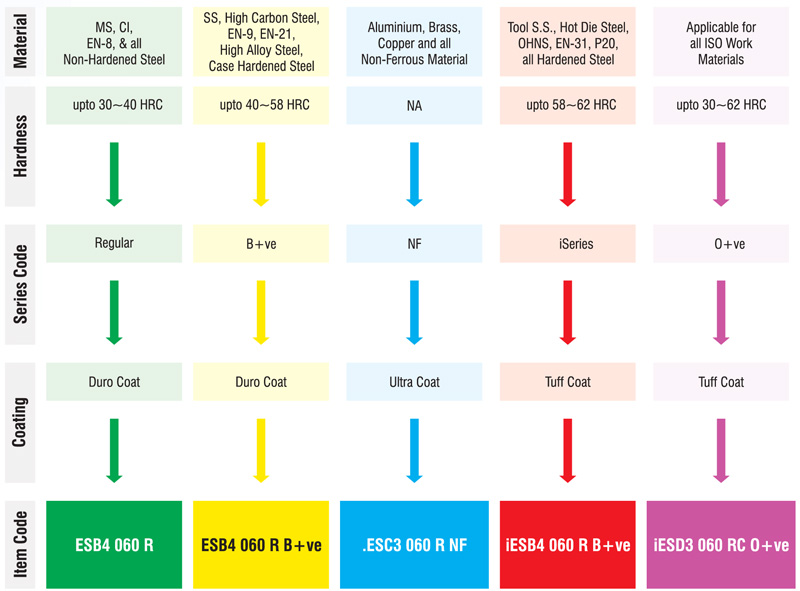
- For HRC>60, use Tuff Coat
- For Through Coolant Threadmill, item Code will be TMI
- For Non-Through Coolant Threadmill, Item Code will be TME
|
MATERIAL GROUP
|
MATERIAL
|
HARDNESS BENEFIT
HB |
CUTTING SPEED V/s
m/min |
Feed
f mm/tooth |
||
|
P
|
1
|
Unalloyed Steel
|
Low carbon (C=0.1-0.25)
|
125
|
50 – 200
|
0.025 – 0.3
|
|
2
|
Low alloy steel
(alloying elements≤5%) |
Non hardened
|
180
|
50 – 150
|
0.02 – 0.22
|
|
|
3
|
|
Hardened
|
275
|
40 – 150
|
0.01 – 0.15
|
|
|
M
|
4
|
Stainless Steel
|
Non hardened
|
200
|
50 – 120
|
0.01 – 0.13
|
|
5
|
|
Austenitic
|
180
|
50 – 120
|
0.01 – 0.12
|
|
|
6
|
Stainless steel Cast ferritic
|
Hardened
|
330
|
50 – 90
|
0.01 – 0.1
|
|
|
K
|
7
|
Malleable
|
Ferritic (Short chips)
|
130
|
50 – 70
|
0.01 – 0.15
|
|
8
|
Grey cast iron
|
Low tensile strength
|
180
|
60 – 140
|
0.01 – 0.13
|
|
|
9
|
|
High tensile strength
|
260
|
35 – 100
|
0.01 – 012
|
|
|
10
|
Nodular SG iron
|
Pearlitic
|
260
|
35 – 80
|
0.01 – 0.12
|
|
|
N
|
11
|
Aluminium alloys
|
Cast
|
75
|
80 – 160
|
0.03 – 0.36
|
|
12
|
|
Cast & aged
|
90
|
100 – 200
|
0.1 – 0.3
|
|
|
13
|
Copper and copper alloys
|
Brass
|
90
|
160 – 250
|
0.04 – 0.43
|
|
|
14
|
|
Bronze and non leaded copper
|
10
|
120 – 200
|
0.03 – 0.36
|
|
|
S
|
15
|
High temperature alloys
|
Annealed (Nickel or Cobalt based)
|
250
|
15 – 35
|
0.005 – 0.06
|
|
16
|
Titanium alloys
|
Pure 99.5 Ti
|
400 Rm
|
35 – 70
|
0.006 – 0.07
|
|
|
H
|
17
|
Extra hard steel
|
Hardened & tempered
|
45-50 HRc
|
15 – 45
|
0.004 – 0.04
|
|
18
|
|
|
51-55 HRc
|
15 – 30
|
0.004 – 0.04
|
|




{kind=link}